

欢迎您的来电
15533772966
动态分类
DYNAMIC CATEGORY热门产品


Stainless steel elevator
文章摘要:
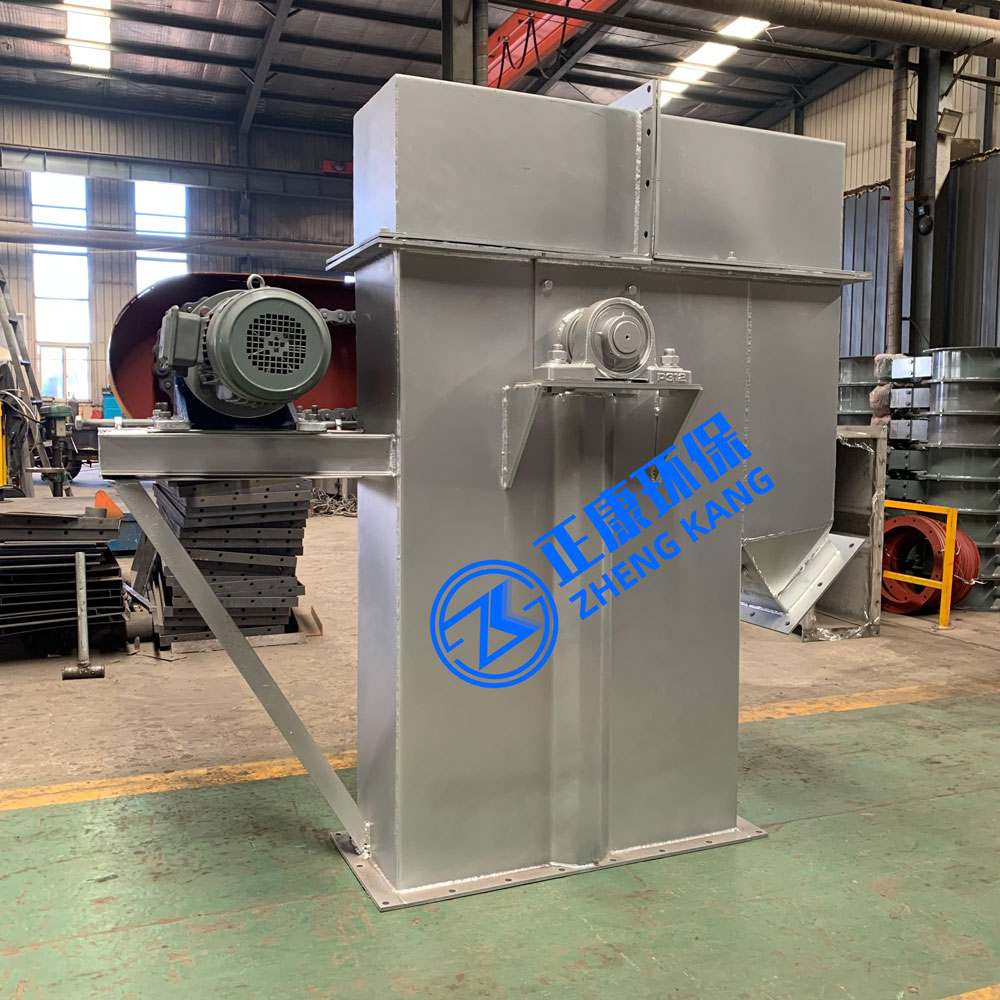
Stainless Steel Elevator Stainless steel elevator is a vertical conveying equipment mainly made of 304 / 316L food-grade stainless steel . It is designed for continuous lifting of powder, granular and lump materials from
Stainless Steel Elevator
Main Types
- Stainless Steel Bucket Elevator (TD/TH/NE Series)Driven by belt or chain with buckets, fully enclosed casing for vertical lifting. Lifting height: 4–40 m; Conveying capacity: 5–60 m³/h. Ideal for granular and powdery materials.
- Stainless Steel Z-type / Chain ElevatorAdopts Z-shaped layout with multiple inlets and outlets. Low material breakage and good sealing performance, suitable for fragile materials in food and pharmaceutical industries.
- Stainless Steel Slat / Mesh Belt ElevatorConveyed by slat or mesh belt, combined horizontal and vertical transportation. High temperature resistance and easy to clean, matching with drying and cooling production lines.
Material & Main Technical Parameters
Material: Frame, casing, buckets and slats are all made of 304/316L stainless steel. Material contact surfaces are mirror or brushed polished (Ra≤0.8μm), complying with GMP and FDA sanitary standards.
Lifting Height: 3–50 m (customized available)
Conveying Capacity: 1–200 m³/h
Running Speed: 0.3–1.2 m/s (variable frequency adjustable)
Drive Power: 1.5–30 kW
Temperature Resistance: -20℃ ~ +250℃
Working Principle
Bucket Elevator: Motor drives reducer, then sprocket or drum operates the traction component (belt/chain). Buckets scoop materials at the bottom, lift upward and discharge materials at the head section.
Z-type / Slat Elevator: Motor drives circulating slat or mesh belt. Materials enter from the inlet, lift along with the belt and discharge at the outlet for continuous conveying.
Product Features
Sanitary & Safe: Full stainless steel structure, no rust or contamination. Easy to flush and disinfect, meets sanitary standards for food and pharmaceutical workshops.
Superior Corrosion Resistance: Resists acid, alkali and moisture, applicable for corrosive materials and harsh working conditions.
Fully Enclosed & Dust-proof: Sealed casing prevents dust leakage, eco-friendly and safe operation.
Stable Operation & Low Noise: Equipped with variable frequency speed regulation, smooth transmission and low noise, supporting 24-hour continuous operation.
Easy Maintenance: Modular design with detachable access doors for convenient replacement of wearing parts.
Low Breakage Rate: Optimized structure of buckets and slats reduces material damage, perfect for fragile products.
Application Scope
Food Industry: Flour, rice, sugar, salt, nuts, feed and etc.
Pharmaceutical Industry: Raw materials, tablets, granules and pharmaceutical intermediates (for GMP workshops).
Chemical Industry: Plastic pellets, fertilizer, pigment, activated carbon, lithium battery materials and etc.
Other Fields: Grain processing, environmental protection, building materials, electronics and other industries for conveying powder and granular materials.
Standard Configuration & Selection Guide
Drive Unit: Standard / Explosion-proof motor matched with reducer; variable frequency drive optional.
Sealing Structure: Sealed bearings at head and tail to block dust ingress.
Safety Protection: Anti-stall, anti-deviation and anti-blockage alarm devices.
Selection Tips: Choose proper model and material according to material particle size, humidity, temperature, corrosiveness, lifting height and conveying capacity.
